

科研一角||封闭小深孔出口端相贯倒角加工技术研究及应用摘要针对封闭小深孔内圆弧过渡曲面的加工成型及镜面抛光技术难题,开发设计了一种新型的内圆弧倒角刀和抛光研磨装置,选取不同规格的细小孔进行了加工试验,试验结果表明,刀具结构设计合理,工艺方法先进,采用新设计的刀具及工艺方法所加工的小孔内圆弧过渡曲面成形精度高,表面粗糙度可达Ra0.2μm,加工效率提高5~6倍。研究对象及技术要求某关键设备孔壁分布有较多的细小孔,见图1,该孔处于半封闭状态,小孔直径为⌀11.1mm和⌀25mm两种规格,长度均为240mm,长径比分别为21.7和9.6,为典型深孔加工。小孔技术要求为表面粗糙度Ra1.6μm,小孔出口端与中心主孔孔壁曲面相贯,圆弧R光滑过渡要求Ra0.2μm(镜面效果),这对加工提出了极高的要求。图1小孔结构示意图倒角刀的加工方法分析目前,市场上已有专门针对封闭空间小孔出口端的倒角加工刀具,如COFA倒角刀、Savant反刮刀等,其加工原理见图2。刀具前端导向体进入孔中,刀片上的切削刃依靠弹簧片自身的弹力对孔口倒角和去毛刺,过孔后对出口端倒角和去毛刺。经综合分析,选用图3所示倒角刀对不同深度、不同直径的孔口倒角进行加工试验。试验结果表明,该刀具仅能去除小孔背面的毛刺、尖角,所加工孔的深度较小,主要适用于薄壁件、浅孔背面的沉孔加工和毛刺去除,不适于封闭空间细小深孔出口端相贯曲面的加工成型。图2小孔出口端倒角加工原理图图3COFA倒角刀加工原理与方案设计根据零件的结构特征和技术要求,结合多年在非标刀具设计和应用方面的经验,提出了封闭小深孔内圆弧过渡曲面加工成型及镜面抛光技术路线。其基本思路是:设计R圆弧刀,刀具自动张合,实现自动进刀、退刀功能。刀体收缩进入孔内,刀体在主轴旋转产生的离心力作用下自动伸出,开始切削时主轴后移,切削过程中刀具随形运动实现过渡曲面成型,加工完毕自动收刀退出,加工原理见图4。图4刀具加工原理产品加工应用自主开发设计的细小深孔内圆弧倒角刀具,完成了某关键设备核心零部件的加工制造,产品联检一次合格,见图5。图5产品加工通过技术研发创新,采用自主开发研制的专利技术成果,在国内首次采用机械加工的方法实现封闭小孔内圆弧倒角,替代传统的手工打磨方法,加工验证表明,工艺方法合理,操作简便,倒角成型效果良好,加工效率较传统方法提高5~6倍,加工质量稳定可靠,其成熟度可用于工业生产,达到预期目标。该方法在国内属于首创,处于领先水平,填补了细小深孔封闭内圆弧高精度加工技术领域空白。结论(1)分析研究了倒角刀加工、变径镗刀加工和打磨成型三种小孔出口端倒角加工刀具及方法的优劣,从技术可行性、加工质量稳定性、加工效率、制造成本、操作便捷性等方面综合评价,不能实现细小深孔内圆弧相贯曲面的高光洁度加工。(2)根据小孔结构及精度指标要求,提出了封闭小深孔内圆弧过渡曲面加工成型及镜面抛光技术路线,采用自动张合原理开发设计了内圆弧倒角刀,达到了过渡曲面成型加工的需求,粗糙度提升至Ra0.2μm。(3)通过切削加工试验,验证了刀具设计结构的合理性,获得了关键小孔加工的工艺方法和切削参数,加工试验结果表明,刀具结构设计合理,操作简单方便,经济适用。(4)采用机械加工法加工细小深孔内圆弧倒角,曲面成型质量好,加工效率较传统方法提高5~6倍,实际加工效果显著。

简单四步,轻松制作头像,保姆级教程来啦:
工具地址 >> https://ai.sohu.com/pc/generate/imgToImg?trans=030001_jdaidmtx44
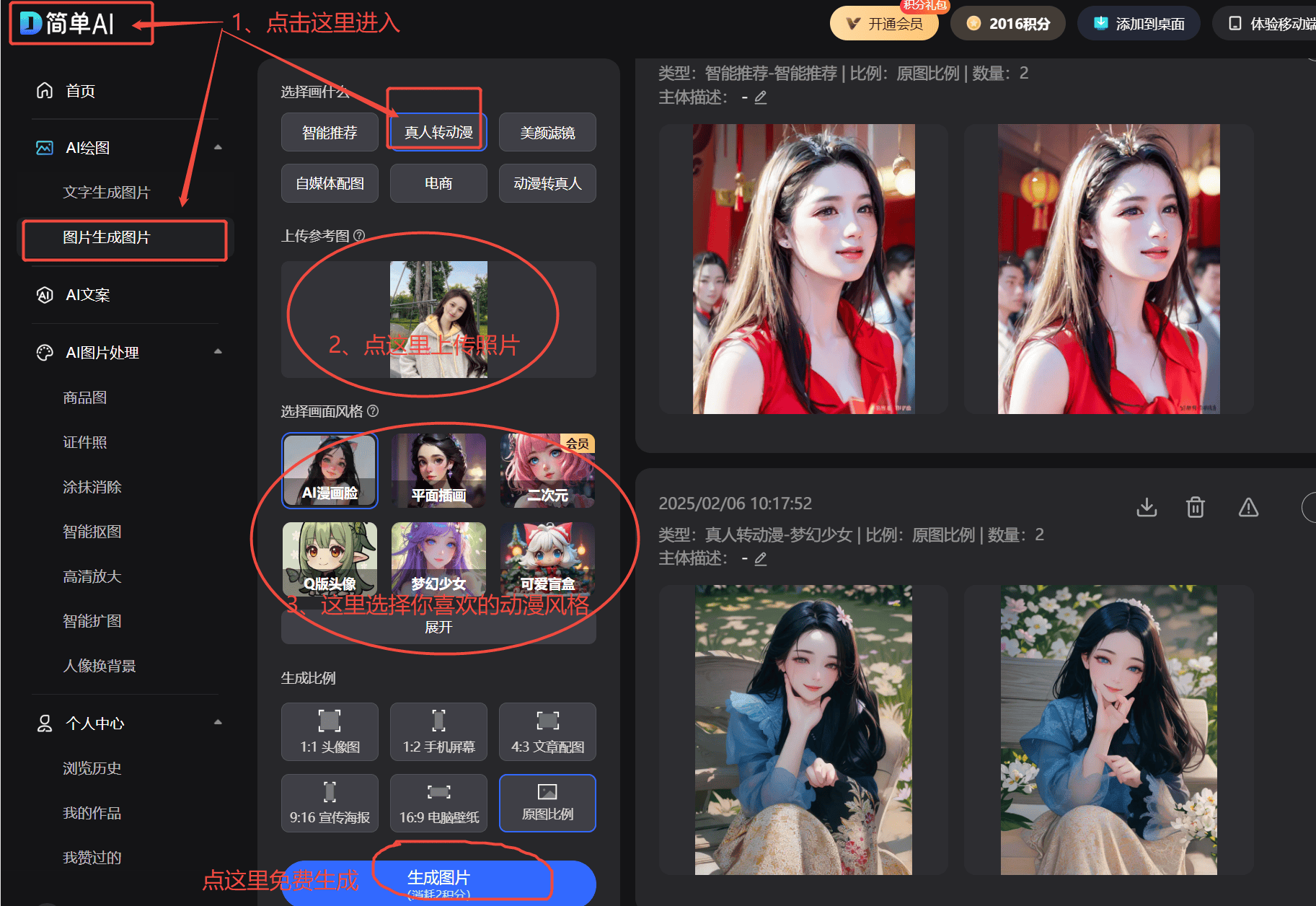
第一步:在电脑或手机浏览器中打开简单AI,或者在微信小程序搜索【简单AI】。在左侧导航栏选择"AI绘图"中的"图片生成图片",在"选择画什么"模块选择"动漫头像"。
第二步:你在【上传参考图】这里你可以点击或拖拽上传参考图。
第三步:选择画面风格、生成比例及生成数量,点击“生成图片”,一键生成属于你的头像!
第四步:点击下载图标,就可以免费下载啦。如果需要抠图换背景,可以使用简单AI的【绘图工具-AI抠图功能】哦~
最后,是个小彩蛋,这个工具目前这个工具目前是【免费】的,新用户会获得30积分新手礼,相比市面上动不动就收费几百的的AI工具,性价比直接拉满!关键是操作简单,不需要下载软件,打开就能用,非常适合小白用户。搜狐简单AI是简单易用的AI人工智能在线图片处理工具平台(无需安装,免费使用,“搜狐简单AI”微信小程序可直接免费在线处理照片和图片),各种图片、照片处理工具一应俱全,一键修图!返回搜狐,查看更多




























